

Autore: Weibo
Data: Jun 15, 2026
Qual è il migliore estrusore bivite conico o parallelo?
Quando si sceglie tra un estrusore bivite conico e parallelo, la risposta dipende dall'applicazione specifica. Per la lavorazione di PVC rigido, profili in PVC, tubi e compositi legno-plastica, il bivite conica l'estrusore è generalmente la soluzione preferita grazie alla pressione di uscita superiore, al comportamento autopulente nella zona di alimentazione e al design compatto della trasmissione a bassa velocità. Gli estrusori bivite paralleli offrono vantaggi nel compounding, nell'estrusione reattiva e nella produzione di masterbatch altamente riempiti dove i rapporti L/D delle viti più lunghi e il design modulare delle viti sono priorità. Questo articolo si concentra sulla doppia vite conica e spiega in modo approfondito perché funziona così bene in un'ampia gamma di attività di estrusione termoplastica.
Il sistema a doppia vite conica è definito da due viti intrecciate che si rastremano da un diametro grande all'estremità di alimentazione a un diametro più piccolo all'estremità di scarico. Questa geometria crea una zona di compressione naturale che aumenta la pressione di fusione in modo efficiente senza fare affidamento esclusivamente sulla velocità della vite. Il risultato è temperature operative più basse, stress di taglio ridotto e trattamento del materiale più delicato rispetto ai sistemi paralleli ad alta velocità, il che rende il design conico ideale per materiali sensibili al calore come PVC rigido e compositi in fibra di legno.
Zhoushan Microwave Vite Machinery Co., Ltd. produce viti bivite coniche in un'ampia gamma di rapporti di diametro tra cui 45/90, 45/100, 50/105, 51/105, 55/100, 65/132, 80/125, 80/143, 80/158 e 92/188 mm. Ogni dimensione è disponibile con rapporti di compressione personalizzati su misura per formulazioni polimeriche specifiche e geometrie del prodotto. L'azienda produce componenti per cilindri a vite di precisione dal 1990 ed esporta in mercati tra cui Stati Uniti, Germania, Dubai, Vietnam e Tailandia.
Panoramica del prodotto: Design e materiali della doppia vite conica
Le prestazioni meccaniche di una bivite conica sono inseparabili dal materiale di cui è composta e dalla precisione della sua lavorazione. Zhoushan usi a microonde Acciaio legato 38CrMoALA come materiale di base per le sue doppie viti coniche. Questo acciaio da nitrurazione è ampiamente riconosciuto nel settore dei macchinari per la plastica per la sua eccezionale combinazione di tenacità del nucleo e durezza superficiale dopo il trattamento di nitrurazione.
Dopo il processo di nitrurazione la superficie della vite raggiunge una durezza di Alta tensione da 950 a 1000 , con una profondità di nitrurazione da 0,45 a 0,7 mm. Il grado di fragilità è mantenuto al livello 1 o inferiore, il che impedisce microfessurazioni sotto carico ciclico. La rugosità superficiale viene mantenuta a Ra 0,4, riducendo l'attrito tra il materiale fuso e il canale della vite, riducendo così la perdita di energia e migliorando la finitura superficiale dei prodotti estrusi. La tolleranza della rettilineità della vite è di 0,015 mm, garantendo una rotazione regolare alle velocità operative senza usura indotta dalle vibrazioni sulla canna.
Per applicazioni che richiedono una resistenza all'abrasione ancora più elevata, un optional strato superficiale duro bilegato con durezza da 60 a 70 HRC può essere applicato. Inoltre, una fase di cromatura dopo la nitrurazione aggiunge uno strato di spessore compreso tra 0,05 e 0,10 mm con una durezza superiore a 900 HV. Questo strato di cromo fornisce protezione dalla corrosione contro polimeri aggressivi come PVC clorurato e composti ritardanti di fiamma contenenti additivi alogenati.
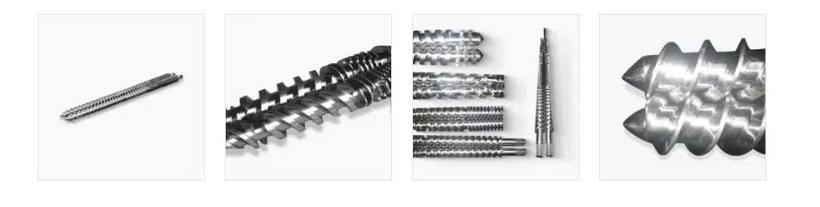
Prodotti a doppia vite conica fabbricati da Zhoushan Microwave Screw Machinery Co., Ltd. - viti singole, doppie viti parallele e set a doppia vite conica mostrati insieme ai dettagli del volo in sezione trasversale.
| Parametro | Specifica | Significato |
|---|---|---|
| Materiale di base | 38CrMoALA | Acciaio da nitrurazione di alta qualità, eccellente tenacità del nucleo |
| Durezza di nitrurazione | Alta tensione 950 - 1000 | Resistenza all'usura superiore sui voli della vite |
| Profondità di nitrurazione | 0,45 - 0,70 mm | Strato indurito sufficiente senza rischio di fragilità |
| Rugosità superficiale | Ra 0,4 | Basso attrito, flusso di fusione regolare, superficie del prodotto pulita |
| Rettilineità della vite | 0,015 mm | Previene le vibrazioni, riduce l'usura della canna |
| Spessore della cromatura | 0,05 - 0,10 mm | Protezione dalla corrosione per polimeri alogenati |
| Durezza del cromo | 900 alta tensione min. | Durata operativa prolungata in condizioni abrasive |
| Opzione doppia lega | 60 - 70 HRC | Massima resistenza all'usura per mescole caricate o abrasive |
Principio di funzionamento dell'estrusore bivite: come funziona il design conico
Comprendere il principio di funzionamento dell'estrusore bivite è essenziale per selezionare l'attrezzatura giusta e ottimizzare i parametri di processo. In un estrusore bivite conico, due viti corotanti o controrotanti sono installate all'interno di un cilindro conico accoppiato. Le viti si ingranano tra loro, creando un'azione di trasporto positiva che sposta il materiale dalla tramoggia di alimentazione verso lo stampo.
La zona di alimentazione di ampio diametro fornisce un volume di aspirazione generoso, consentendo alla macchina di gestire granuli voluminosi, polveri e miscele secche di PVC poco scorrevoli. Man mano che il materiale si sposta verso l'estremità di scarico di diametro inferiore, la profondità del canale diminuisce e l'area della sezione trasversale disponibile si restringe, generando pressione di compressione senza richiedere velocità della vite eccessivamente elevate . Questo funzionamento a bassa velocità e coppia elevata è una caratteristica distintiva del design a doppia vite conica e contribuisce direttamente al controllo della temperatura di fusione e all'efficienza energetica.
Il riscaldamento di taglio nella doppia vite conica è distribuito su una lunghezza effettiva maggiore rispetto al diametro di scarico, dando all'energia termica più tempo per equalizzarsi in tutta la massa fusa prima che raggiunga lo stampo. La geometria dei facchini intrecciati crea anche un'azione autopulente che rimuove continuamente il materiale dalle superfici delle viti, prevenendo surriscaldamenti localizzati o sacche di degrado. Ciò è particolarmente importante quando si lavora il PVC, che inizia a degradarsi e scolorire a temperature superiori a circa 200 gradi Celsius.
Schema isometrico di un sistema bivite conico. D1 indica il diametro dell'estremità di alimentazione grande e D2 il diametro dell'estremità di scarico più piccola. La geometria rastremata genera una compressione progressiva lungo la lunghezza della vite.
Il diagramma dell'estrusore bivite sopra illustra come la geometria conica crea un rapporto di compressione incorporato dall'ingresso di alimentazione alla testa della filiera. Poiché l'estremità di grande diametro presenta un ampio canale per accogliere miscele di polveri e granuli, i problemi di alimentazione comuni sulle macchine monovite vengono in gran parte eliminati. L'estremità di uscita di piccolo diametro fornisce una pressione di fusione costante allo stampo con pulsazioni minime, il che è fondamentale per produrre profili e tubi dimensionalmente stabili.
Vite bivite conica vs parallela: un confronto tecnico diretto
La domanda su quale sia la scelta migliore tra estrusore bivite conico o parallelo non ha un'unica risposta universale, ma le differenze tecniche sono ben definite e possono guidare la decisione. La tabella seguente riassume i parametri più rilevanti, sulla base dei riferimenti di settore pubblicati tra cui Rauwendaal C., "Polymer Extrusion", 5a ed., e dei dati dei principali bollettini tecnici OEM.
| Parametro | Doppia vite conica | Doppia vite parallela |
|---|---|---|
| Rapporto L/D tipico | Da 6:1 a 9:1 (base di fascia larga) | da 28:1 a 52:1 |
| Velocità della vite (rpm) | 20 - 50 giri/min (bassa velocità) | 100 - 600 giri/min (alta velocità) |
| Applicazioni primarie | Tubi in PVC, profili, WPC | Compounding, masterbatch, estrusione reattiva |
| Complessità del cambio di guida | Inferiore (le viti divergono all'estremità grande) | Superiore (centri paralleli, cambio complesso) |
| Controllolo della temperatura di fusione | Eccellente (basso taglio) | Calore di taglio da moderato ad elevato |
| Azione autopulente | Bene | Bene (co-rotating type) |
| Segmenti di viti modulari | Non standard | Caratteristica standard |
| Flessibilità del rapporto di compressione | Rapporti fissi multipli tramite selezione della vite | Attraverso la riorganizzazione modulare dei segmenti |
Per la produzione di profili per finestre in PVC, la maggior parte dei costruttori di macchinari in tutto il mondo utilizzano per impostazione predefinita il sistema a cilindro conico a doppia vite perché la bassa velocità della vite (tipicamente da 20 a 45 giri/min) riduce al minimo la generazione di calore da attrito e l'ampia estremità di alimentazione può ingerire polvere di miscela secca di PVC poco compattata senza formare ponti. Sono realizzabili velocità di produzione da 200 a 800 kg/h a seconda della selezione del diametro, che copre l'intera gamma, dagli estrusori di piccolo profilo alle linee di tubi di grandi dimensioni.
Dimensioni delle viti bivite coniche e selezione del rapporto di diametro
La selezione delle dimensioni corrette della doppia vite conica è una delle decisioni più importanti nelle specifiche dell'estrusore. Il rapporto tra i diametri, espresso come diametro dell'estremità piccola diviso per il diametro dell'estremità grande, determina direttamente la capacità di coppia, la velocità di uscita e il comportamento di compressione della vite. Un diametro dell'estremità grande più grande cattura più materiale per giro e può ospitare materie prime più ingombranti, mentre un diametro dell'estremità piccola più grande fornisce una maggiore produzione di materiale fuso a una determinata pressione.
Zhoushan Microwave offre i seguenti rapporti di diametro standard: 45/90, 45/100, 50/105, 51/105, 55/100, 65/132, 80/125, 80/143, 80/158 e 92/188 mm . Ogni configurazione è abbinata ad una specifica canna conica con geometria del foro complementare. Le dimensioni 80/158 e 92/188 sono adatte alle linee di estrusione di tubi ad alta produttività, mentre le dimensioni 45/90 e 50/105 sono comunemente utilizzate per applicazioni di piccolo profilo e guarnizioni per finestre. I rapporti di compressione sono personalizzati in base alla formula del cliente per tenere conto delle differenze di densità apparente tra i tipi di miscela secca di PVC, del contenuto di farina di legno nel WPC e dei carichi di additivi nei composti di resina tecnica.
Questo grafico a barre orizzontali confronta le velocità di produzione massime approssimative di diverse configurazioni di diametro della doppia vite conica durante la lavorazione del PVC rigido per la produzione di tubi. Rapporti di diametro maggiori, come 92/188 e 80/158, garantiscono produttività sostanzialmente più elevate, rendendoli la scelta preferita per le linee di estrusione di tubi ad alto volume. Le dimensioni 65/132 e 55/100 occupano una posizione di fascia media, adatta alla produzione di profili e tubi di media scala. Le dimensioni più piccole 45/90 e 50/105 sono adatte per profili stretti, guarnizioni per finestre e granulazione di composti speciali. I dati relativi ai risultati sono indicativi e variano in base al design, alla formulazione e alle condizioni operative della vite. Dati raccolti da riferimenti di settore e documentazione tecnica del costruttore di macchine.
Applicazioni: dove le viti gemellate coniche forniscono risultati costanti
Il sistema a cilindro conico a doppia vite ha dimostrato prestazioni affidabili in un'ampia gamma di applicazioni di lavorazione dei polimeri. L'uso commerciale più significativo è nella produzione di profili in PVC rigido per infissi, serramenti e rivestimenti , dove l'omogeneità costante della fusione e la pressione di estrusione stabile sono prerequisiti per ottenere tolleranze dimensionali entro 0,1 mm. In queste applicazioni, la bassa velocità della vite e la geometria autopulente della vite prevengono la degradazione del PVC, mentre la temperatura di fusione strettamente controllata garantisce uno sviluppo uniforme del colore durante i cicli di produzione.
La produzione di tubi in PVC per l'approvvigionamento idrico, il drenaggio e le condutture elettriche rappresenta un altro segmento di applicazione ad alto volume. Nell'estrusione di tubi, l'estrusore bivite conico alimenta una testa del tubo con una fusione altamente uniforme a pressioni tipicamente comprese tra 15 e 30 MPa, consentendo di mantenere la variazione dello spessore della parete entro le specifiche su lunghezze di diversi chilometri. La combinazione di funzionamento a bassa velocità ad alta efficienza energetica e alta pressione di uscita rende il design conico economicamente interessante per la produzione continua di tubi.
L'estrusione di compositi legno-plastica è un'applicazione in crescita in cui la doppia vite conica dimostra particolari vantaggi. I composti WPC contengono dal 40 al 70% in peso di farina di legno o lolla di riso, il che li rende altamente abrasivi. La zona di alimentazione di grande diametro gestisce bene la bassa densità apparente delle miscele di farina di legno e la vite opzionale a doppia lega o a superficie dura equivalente a Xaloy fornisce la necessaria resistenza all'abrasione. I profili per terrazze, recinzioni e rivestimenti in WPC sono tutti regolarmente prodotti su estrusori bivite conici dotati di tavoli di calibrazione e raffreddamento a valle.
- Profili per finestre e porte in PVC -- Elevata precisione dimensionale, temperatura di fusione stabile
- Tubi di adduzione e drenaggio dell'acqua in PVC -- Uscita continua ad alta pressione, tolleranza stretta della parete
- Compositi legno-plastica (WPC) -- Gestisce efficacemente miscele abrasive a bassa densità
- Granulazione e lastre in PP, PE, ABS -- Il trattamento delicato della fusione preserva le proprietà del materiale
- Profili in PVC espanso e schiuma -- Taglio controllato adatto per schiumogeni chimici
- Condotti elettrici e canaline per cavi -- Spessore della parete costante su lunghi cicli di produzione
Efficienza energetica e stabilità dei processi: analisi delle prestazioni basata sui dati
Il consumo energetico specifico (SEC) è uno dei parametri economici più importanti quando si valutano le apparecchiature di estrusione per la produzione continua. È espresso in kilowattora per chilogrammo di produzione e influenza direttamente sia i costi operativi che l'impronta di carbonio della linea di produzione. Gli estrusori bivite conici che operano su PVC rigido in genere raggiungono Valori SEC da 0,12 a 0,22 kWh/kg , rispetto a 0,18-0,35 kWh/kg per configurazioni bivite parallele ad alta velocità sullo stesso materiale, secondo studi comparativi pubblicati citati nella letteratura di settore, inclusi i documenti tecnici di KraussMaffei Berstorff e i procedimenti SPE ANTEC.
Il SEC inferiore del design conico riflette l'efficienza della geometria conica nel convertire la coppia del motore in pressione di fusione senza un'eccessiva velocità della vite. Poiché la velocità della vite è bassa (spesso inferiore a 40 giri/min), i carichi sui cuscinetti e i tassi di usura del riduttore vengono ridotti, prolungando la durata di servizio meccanica e riducendo la frequenza di manutenzione. Anche la stabilità termica del materiale fuso è migliore: la variazione della temperatura del materiale fuso attraverso la sezione trasversale dello stampo rimane generalmente tra più o meno 2-4 gradi Celsius su una linea a doppia vite conica ben mantenuta, mentre le linee bivite parallele che lavorano lo stesso composto possono mostrare una variazione di 5-10 gradi Celsius sul bordo della filiera.
Grafico a colonne che confronta il consumo energetico specifico medio per tre comuni configurazioni di estrusione di PVC. La configurazione bivite conica controrotante mostra il SEC medio più basso pari a circa 0,17 kWh/kg, che rappresenta un risparmio significativo rispetto alle alternative bivite parallele ad alta velocità nella produzione sostenuta. La configurazione a vite singola occupa una posizione intermedia a causa dell'assenza di trasporto positivo e delle velocità della vite più elevate necessarie per creare pressione di fusione. Questi valori sono medie rappresentative del settore tratte dalla letteratura pubblicata e dalla documentazione dei costruttori di macchinari; le prestazioni effettive dipendono dalla formulazione, dal design della vite e dalle condizioni operative. Una SEC inferiore si traduce direttamente in costi elettrici ridotti per tonnellata di prodotto, migliorando l’economia dell’estrusione di PVC ad alto volume.
Usura e durata delle viti: grafico a linee della durezza rispetto alle ore di servizio
La durata di servizio di una doppia vite conica dipende dalle specifiche del materiale, dal trattamento superficiale e dall'abrasività dei composti che lavora. Sulla base dei dati operativi a lungo termine raccolti dai trasformatori di materie plastiche, una doppia vite conica correttamente specificata e sottoposta a manutenzione, funzionante su PVC rigido standard, può sostenere effettivi giochi di volo (dalla canna alla vite) entro le tolleranze di progettazione per Dalle 8.000 alle 12.000 ore di funzionamento . Le viti che utilizzano WPC altamente riempiti o composti caricati con carbonato di calcio possono richiedere un ricondizionamento o una sostituzione dopo 4.000-6.000 ore.
Il grafico seguente illustra la relazione concettuale tra la durezza superficiale effettiva sulla punta dell'elica della vite e le ore di funzionamento cumulative per tre livelli di trattamento: nitrurato standard, nitrurato più cromato e rivestimento duro a doppia lega. Questa relazione è importante per pianificare i programmi di manutenzione e comprendere quando la sostituzione delle viti diventa necessaria per mantenere la qualità del prodotto.
Questo grafico a linee illustra le curve concettuali di ritenzione della durezza per tre livelli di trattamento superficiale applicati alle doppie viti coniche per una durata operativa di 10.000 ore. La vite a faccia dura in doppia lega mantiene la massima durezza effettiva per tutta la sua durata di servizio, rendendola la scelta preferita per applicazioni abrasive come WPC e composti di PVC caricato. La configurazione nitrurata più cromata offre un eccellente equilibrio tra durezza iniziale e longevità per le applicazioni standard in PVC rigido. La curva di nitrurazione standard mostra un calo più marcato dopo 4.000 ore, indicando il punto in cui le autorizzazioni di volo possono iniziare a influenzare la qualità del prodotto. Queste tendenze si basano sui principi generali della scienza dei materiali e sull’esperienza operativa del settore; i tassi di usura effettivi dipendono dall'abrasività del composto, dalla velocità della vite, dalla temperatura del cilindro e dalle pratiche di manutenzione. Si consiglia un'ispezione dimensionale regolare a intervalli di 2.000 ore per rilevare l'usura prima che influisca sulle specifiche del prodotto.
Confronto radar: bivite conica vs bivite parallela vs vite singola
Un grafico radar fornisce un'utile visione multidimensionale del confronto tra i tipi di estrusori rispetto ai criteri prestazionali chiave che contano nella lavorazione industriale dei polimeri. I cinque assi sottostanti rappresentano la generazione della pressione di uscita, il controllo della temperatura di fusione, la versatilità nella gestione dell'alimentazione, l'efficienza energetica e la durata della vite, ciascuno valutato su una scala da 1 a 10 in base ai parametri di riferimento tecnici pubblicati e al consenso del settore.
Il grafico radar rivela che la configurazione bivite conica ottiene il punteggio più alto su quattro dei cinque assi prestazionali se valutata specificamente per l'estrusione di tubi e profili in PVC rigido. La generazione della pressione di uscita ha un punteggio di 9 su 10, riflettendo la capacità intrinseca del design conico di creare un'elevata pressione di fusione a basse velocità della vite. Anche il controllo della temperatura di fusione riceve un 9, corrispondente alla lavorazione delicata e a basso taglio che riduce al minimo il rischio di degradazione del PVC. La gestione del mangime riceve un 8, riconoscendo l'efficacia della zona di alimentazione di grande diametro con la polvere di miscela secca di PVC. La doppia vite parallela ottiene punteggi più alti solo nelle applicazioni in cui è apprezzata la sua versatilità di compounding modulare, il che spiega la sua posizione dominante nei mercati dei masterbatch e dell'estrusione reattiva. La vite singola mostra il profilo più equilibrato ma indifferenziato, confermando il suo ruolo di soluzione multiuso piuttosto che ottimizzata per l'applicazione.
Funzionalità di monitoraggio intelligente e controllo della temperatura
I moderni sistemi di estrusori bivite conici incorporano sempre più funzionalità di monitoraggio in tempo reale e di controllo intelligente che migliorano la stabilità del processo e consentono la manutenzione predittiva. Zhoushan Microwave offre un sistema avanzato opzionale di controllo della temperatura che monitora le temperature della zona del cilindro in più punti lungo la lunghezza della vite, consentendo all'operatore di mantenere profili precisi della temperatura di fusione su misura per ciascuna formulazione di polimero. Ciò è particolarmente importante per il PVC rigido, dove escursioni termiche anche di 10 gradi Celsius al di sopra della finestra di lavorazione ottimale possono innescare un degrado irreversibile .
I sistemi di monitoraggio intelligenti monitorano contemporaneamente la velocità della vite, la corrente di carico, la pressione di fusione sulla testa della filiera e le temperature della zona del cilindro, visualizzando tutti i parametri su un'interfaccia touchscreen. È possibile configurare soglie di allarme per ciascun parametro per avvisare gli operatori prima che una deviazione del processo provochi danni al prodotto o all'apparecchiatura fuori specifica. La funzionalità di monitoraggio remoto consente agli ingegneri di processo di rivedere i dati in esecuzione fuori sede, mentre i registri di diagnostica dei guasti consentono l'analisi delle cause principali delle interruzioni del processo senza richiedere la presenza fisica di un tecnico dell'assistenza presso la macchina.
L'integrazione del monitoraggio digitale con la consolidata affidabilità meccanica del sistema a doppia vite conica crea una piattaforma di supporto Obiettivi di produzione dell’Industria 4.0 , tra cui la tracciabilità, il controllo statistico dei processi e la gestione dell'energia. Per i produttori di tubi e profili in PVC ad alto volume che competono su qualità ed efficienza, queste funzionalità rappresentano un vantaggio operativo significativo rispetto alle configurazioni di estrusori non strumentate.
Informazioni su Zhoushan Microonde Screw Machinery Co., Ltd.
Zhoushan Microwave Screw Machinery Co., Ltd. è un produttore cinese professionale di cilindri per viti e una fabbrica di estrusori a vite più di 10.000 metri quadrati di laboratorio di produzione e più di 60 dipendenti. Sin dalla sua fondazione nel 1990, l'azienda è stata impegnata nella produzione e nella ricerca di macchinari per la plastica, introducendo tecnologie e tecniche di produzione straniere per le macchine a vite. L'azienda opera come una base di produzione professionale diversificata e su larga scala che integra canne a vite di precisione e lavorazioni meccaniche, con particolare attenzione al mercato di fascia alta.
I prodotti di Zhoushan Microwave vengono esportati negli Stati Uniti, Germania, Dubai, Vietnam, Tailandia e altri mercati. L'azienda ha stabilito solide partnership con numerosi produttori di macchine edili e per la produzione di plastica, fungendo da importante fornitore di componenti per cilindri a vite in Cina. La gamma di prodotti comprende viti planetarie, cilindri planetari ed estrusori planetari della serie WB-WE; Serie SJS bivite conica, doppio cilindro ed estrusori in plastica bivite; e serie SJ viti singole, cilindri singoli ed estrusori in plastica monovite. L'azienda aderisce ai principi di credibilità e di servizio, impegnata a fornire ai clienti prodotti di alta qualità a costi competitivi .
Domande frequenti sugli estrusori bivite conici
Q1. Qual è il vantaggio principale di una vite bivite conica rispetto a una vite singola per la lavorazione del PVC?
Una doppia vite conica fornisce un'azione di trasporto positiva e una geometria interingranata autopulente che una singola vite non può replicare. Per la miscela secca di PVC rigido, la zona di alimentazione di ampio diametro aspira la polvere in modo efficiente, mentre la bassa velocità della vite e il taglio distribuito prevengono la degradazione termica. Le viti singole richiedono velocità più elevate per ottenere la stessa pressione di uscita, generando più calore e rendendo la lavorazione coerente del PVC molto più difficile.
Q2. Come scelgo le dimensioni corrette della doppia vite conica per la mia linea di produzione?
La scelta della dimensione della vite dipende dalla velocità di produzione richiesta, dal polimero da lavorare e dalla geometria dello stampo. Come linea guida generale, le configurazioni 45/90 e 50/105 sono adatte a produzioni inferiori a 250 kg/h e applicazioni a profilo stretto, mentre le dimensioni 80/158 e 92/188 sono utilizzate per tubi di grande diametro e linee di produzione ad alto volume superiori a 500 kg/h. Gli ingegneri di Zhoushan Microwave possono fornire consulenza sulla selezione del rapporto di compressione in base alla formulazione specifica e alle specifiche del prodotto.
Q3. Quali materiali possono essere lavorati su un estrusore bivite conico?
Il sistema a cilindro conico a doppia vite gestisce un'ampia gamma di materiali termoplastici tra cui PVC rigido, PVC flessibile, PP, PE, ABS e compositi legno-plastica. È particolarmente adatto ai polimeri sensibili al calore dove sono importanti una bassa velocità della vite e un taglio controllato. Per composti altamente riempiti o reattivi che richiedono tempi di residenza lunghi e sezioni di miscelazione modulari, una configurazione a doppia vite parallela può essere più appropriata.
Q4. Quanto dura tipicamente una doppia vite conica nitrurata?
Una vite nitrurata standard che lavora il PVC rigido funziona generalmente entro tolleranze di volo accettabili per un periodo compreso tra 8.000 e 12.000 ore. Le viti che utilizzano composti abrasivi come compositi legno-plastica o formulazioni riempite di carbonato di calcio possono richiedere un ricondizionamento dopo 4.000-6.000 ore. La scelta della specifica nitrurata più cromata o con superficie dura in doppia lega prolunga considerevolmente la durata utile, soprattutto nelle applicazioni abrasive, e riduce la frequenza degli arresti di manutenzione programmati.
Q5. È possibile utilizzare le viti gemelle coniche in configurazione corotante?
Le doppie viti coniche sono più comunemente configurate in modalità controrotante, che è ottimale per l'estrusione di tubi in PVC, profili e WPC. La geometria controrotante genera un'elevata pressione di scarico in modo efficiente e fornisce un trasporto forte e positivo dalla zona di alimentazione. Alcuni progetti specializzati consentono la corotazione, ma l'applicazione commerciale dominante della doppia vite conica rimane l'estrusione controrotante, dove i vantaggi prestazionali rispetto ai design alternativi sono più pronunciati.
Q6. Cosa significa in pratica il rapporto di compressione di una bivite conica?
Il rapporto di compressione descrive il rapporto tra il volume del canale di alimentazione per unità di lunghezza e il volume del canale di dosaggio per unità di lunghezza. Un rapporto di compressione più elevato aumenta il lavoro di compressione svolto sul materiale mentre viaggia dall'alimentazione allo scarico, il che è vantaggioso per compattare le miscele di polveri sfuse ma può generare calore in eccesso in materiali già densi. Zhoushan Microwave personalizza i rapporti di compressione per adattarli alla densità apparente e al comportamento di lavorazione della formulazione specifica di ciascun cliente, garantendo un funzionamento efficiente senza carico termico inutile.
Display cuscinetto selezionato










 浙公网安备 33090202000520 号
浙公网安备 33090202000520 号 